o 관련규격 및 자료
- ISO 808 : MECHANICAL PROPERTIES OF FASTENERS
- IRI(Industrial Risk Insurers)(죔쇠의 조임력)
- 한국산업규격 : KS B 0101 (나사 용어), KS B 0140 (나사의 조임 통칙), KS B 0200(나사의 표시 방법), KS B 0201 (미터보통나사),
KS B 0204 (미터가는나사), KS B 0233(강제볼트․ 작은나사의 기계적 성질), KS B 0234 (강제너트의 기계적 성질),
KS B 0241(내식 스테인리스 강제 나사부품의 기계적 성질), KS B 0246 (나사 부품 각부의 치수의 호칭 및 기호),
KS B 0547 (체결용부품-표면결함-제1부:일반용 볼트, 나사 및 스터드 볼트), KS B 1008(볼트의 분할 핀 구멍 및 철선 구멍),
KS B 1010 (마찰 접합용 고장력 6각 볼트·6각 너트·평와셔의 세트), KS B 1324 (스프링 와셔),
KS R 2033 (자동차용 분할핀)
- 표준기계설계학(동명사, 2000년, 정선모, 한동철 공저)
- 표준기계설계학(上)(동명사, 1996년, 정선모, 정인성 공저)
o 관련 법규․ 규칙․ 고시 등
- 산업안전보건기준에 관한 규칙 제97조 (볼트․ 너트의 풀림방지)
볼트․ 너트의 선정 및 체결에 관한 기술지침(O-2-2023)
1. 목적
2. 적용범위
3. 용어의 정의
4. 볼트·너트의 선정방법
5. 볼트․ 너트의 사용방법
6. 볼트․ 너트의 조임
7. 볼트·너트의 파손요인
8. 볼트·너트의 풀림
9. 볼트·너트의 풀림방지
1. 목 적
이 지침은 산업안전보건기준에관한규칙(이하 “안전보건규칙”이라 한다) 제2편 제1절기계 등의 일반기준 등의 규정에 의하여 기계의 점검․ 보수를 할 때, 볼트․ 너트의 선정, 사용 및 체결 등을 사업장에서 자율적으로 수행하기 위하여 필요한 기술지침을 정함을 목적으로 한다.
2. 적용범위
이 지침은 사업장에 설치되어 있는 기계를 개선, 점검․ 정비 할 때 부품중 볼트․ 너트의 선정, 사용 및 체결 시에 적용한다.
3. 용어의 정의
(1) 이 지침에서 사용하는 용어의 정의는 다음과 같다.
(가) “볼트(Bolt)”라 함은 원통 표면의 바깥쪽에 형성된 나사산을 말한다.
(나) “너트(Nut)”라 함은 원통 표면의 안쪽에 형성된 나사산을 말한다.
(다) “나사(Screw)”라 함은 나사산을 가진 원통이나 원뿔 전체를 말한다.
(라) “나사산(Screw thread)”이란 원통표면에 연속적으로 돌출한 균일 단면의 나선모양의 봉우리를 말한다.
(마) “피치(Pitch)”란 나사산 플랭크 위의 한점과 바로 이웃하는 대응 플랭크 위의 대등한 점 간의 축방향 길이를 말한다.
(바) “미터나사(Metric thread)”란 지름 및 피치를 밀리미터(mm)로 표시한 나사로써 나사산의 각도가 60°인 3각나사를 말한다.
(사) “3각나사(Triangular screw thread)”란 나사산의 모양이 정 3각형에 가까운 나사의 총칭이다.
(아) “보통나사(Coarse thread)”란 지름과 피치의 조합이 일반적이고 가장 보편적으로 사용되고 있는 3각나사를 말한다.
(자) “가는나사(Fine thread)”란 보통나사에 비하여 지름에 대한 피치의 비율이 작은 나사를 말한다.
(차) “수나사(External thread)”란 원통표면의 바깥쪽에 나사산이 형성된 나사를 말한다.
(카) “암나사(Internal thread)”란 원통표면의 안쪽에 나사산이 형성된 나사를 말한다.
(타) “플랭크(Flank)”란 직각원통의 생성선에 평행하지 않은 기초 3각형의 한 변에 의해 형성된 나선형 나사산의 표면을 말한다.
(파) “나사체결(Bolting)”이란 2개 이상의 물품을 볼트, 작은나사 등의 수나사부와 너트 또는 물품에 형성된 암나사부를 끼워 맞추어 나사조임에 의하여 결합하는 방법 또는 결합한 상태를 말한다.
(하) “조임(Tightening)”이란 수나사와 암나사를 끼워서 수나사 부품의 축부에는 인장력, 피체결 부재에는 압축력을 주는 것을 말한다.
(거) “조임력(Clamping force)”이란 조임에 의하여 수나사 부품의 축부에 작용하는 인장력(축력) 또는 조임에 의하여 피체결 부재에 작용하는 압축력을 말한다.
(너) “초기 조임력(Initial clamping force)”이란 조임작업 종료 직후의 조임력을 말한다.
(더) “오른손나사(Right-hand thread)”란 시계방향으로 돌려서 조이는 나사를 말한다.
(러) “왼손나사(Left-hand thread)”란 시계반대방향으로 돌려서 조이는 나사를 말한다.
(머) “풀림(Unscrewing)”이라 함은 체결된 나사가 진동이나 충격, 운동, 하중의 변화 등이 반복될 때 의도하지 않는 상태에서 나사가 풀리는 것을 말한다.
(버) “풀림방지”라 함은 체결된 나사가 의도하지 않는 풀림이 발생하지 않도록 하는 것을 말한다.
(서) “자립조건(Self sustenance)”이라 함은 체결된 나사에 힘을 제거하더라도 풀리지 않는 조건을 말한다.
(어) “리드각(lead angle)”이라 함은 나사산의 나선에 접하는 접선과 나사 축에 직각인 평면이 이루는 예각을 말한다.
(저) “마찰각(friction angle)”이라 함은 나사가 미끄러지지 않고 정지 상태를 유지할 수 있는 최대 경사각을 말한다.
(처) “마찰접합용 고장력 6각 볼트(High strength hexagon bolt for friction grip joint)”란 볼트 축력에 의해 발생한 부재간의 마찰력을 이용하여 접합하는 방식으로 인장강도 800 MPa 이상, 항복강도 640 Mpa 이상인 6각 볼트를 말한다.
(커) “스터드볼트”라 함은 일반 육각머리를 가진 일반볼트와는 달리 볼트머리가 없고 환봉 양단에 나사산이 나 있으며, 이 나사산 양단에 너트를 끼울 수 있는 형태의 볼트를 말한다.
(2) 그 밖에 이 지침에서 사용하는 용어의 정의는 이 지침에 특별한 규정이 있는 경우를 제외하고는 산업안전보건법, 같은 법 시행령, 같은 법 시행규칙 및 산업안전보건기준에 관한 규칙에서 정하는 바에 따른다.
4. 볼트․ 너트의 선정방법
4.1 일반사항
(1) 볼트․ 너트는 형상 및 치수에 따라 분류되며 형식강도구분, 다듬질정도, 표면처리 등에 따라 세분되므로 볼트․ 너트의 종류가 많아지면 조달, 보관, 출고 및 조립 등의 작업이 복잡해지므로 가능한한 종류를 단순화 시켜 사용한다.
(2) 한국산업규격 등에서 정하는 규격품을 사용하고 규격 이외의 것은 특별한 이유가 없는 한 사용하지 않도록 한다.
(3) 품질명세는 한국산업규격 등 규격에서 정해진 사항을 원칙으로 하고 정하여지지 않은 사항은 사업장 실정에 맞게 정한다.
(4) 시장에서 구입이 용이한 종류를 우선하여 선정한다.
(5) 볼트체결 시에는 상응하는 조임기구나 작업공구가 필요하므로 이를 고려하여 선정한다.
4.2 외관형상에 따른 선정
4.2.1 나사형식
(1) 일반용 부품에는 미터보통나사를 적용하며 KS B 0201 “미터보통나사”에 따른다.
(2) 가는피치가 필요한 경우에는 미터가는나사를 적용하며 KS B 0204 “미터가는나사”에 따른다.
(3) 일반적으로 사용되는 나사의 등급은 수나사에는 6g, 암나사에는 6H를 사용하며 그 밖의 사양을 적용할 필요가 있을 경우에는 별도로 명기한다.
4.2.2 외측식 머리
(1) 6각머리는 4각머리보다 조임에 필요한 스패너의 이동거리가 작고 마주보는 변간 길이가 작아 일반적으로 많이 쓰인다.
(2) 4각머리는 스패너의 걸림이 크므로 부식으로 인해 스패너의 걸림이 나빠질 우려가 있는 경우, T홈에 넣어 물체를 고정시키는 경우 및 목재에 삽입하여 사용하는 경우 등에 적합하다.
4.2.3 내측식 머리
(1) 6각구멍은 조임의 회전각을 작게 잡을 수 있고 봉 스패너에 의해 강한 조임을 할 수 있다.
(2) 4각구멍은 봉 스패너와의 걸림이 6각구멍보다 크므로 주물 등 연질재료의 볼트에 적합하다.
(3) 홈붙이, 십자구멍붙이는 스크류드라이버에 의한 조임이 되므로 큰 토크를 가할 수 없으나 조임이 편리하므로 작은나사, 나무나사, 탭핑나사 등에 적합하다.
4.2.4 좌면부 형상
(1) 좌면의 조도는 조임토크에 큰 영향을 주므로 큰 토크를 가하는 볼트의 좌면은 높은 조도를 선택한다.
(2) 조임력이 커지면 좌면함몰을 일으킬 수 있으므로 고강도의 볼트에는 열처리한 평와셔를 넣거나 플랜지붙이 볼트를 사용하는 것이 좋다.
4.2.5 표면처리
(1) 표면처리는 내식성, 통전성, 내마모성 등 기능을 향상시키기 위한 목적과 외관을 보기 좋게 하기 위한 목적으로 사용한다.
(2) 표면처리로는 도금이 많이 사용되며 전기아연도금은 내식성 및 나사의 정밀도유지에 효과가 크다.
(3) 도금의 두께가 두꺼워지면 내식성은 높아지나 정밀도는 낮아져 체결이 어렵게 된다.
(4) 원활한 체결을 위하여 수나사와 암나사의 틈새를 크게 잡으면 나사산의 걸림이 작아서 강도가 약해지므로 체결 길이를 크게 하는 등 강도를 높이기 위한 보완대책을 고려한다.
4.3 기계적 성질에 따른 선정
4.3.1 강도에 따른 선정
(1) 필요강도에 따라 규정되어 있는 기계적 성질에 맞추어 선정한다.
(2) 4.3.2의 (2)에서 고려하여야 할 특별한 경우 이외에는 재료는 지정하지 않는 것이 좋다.
(3) 기계적 성질은 KS B 0233 “강제볼트․ 작은나사의 기계적 성질”, KS B 0234 “강제너트의 기계적 성질”, KS B 0241 “내식 스테인리스 강제 나사부품의 기계적 성질”에 따른다.
(4) 일반적인 볼트의 강도구분은 <표 1>을 참조하여 구분한다.
<표 1> 볼트의 강도구분
| 강도구분 | 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 |
| 호칭인장강도 (N/㎟) |
300 | 400 | 400 | 500 | 500 | 600 | 800 | 900 | 1000 | 1200 |
| 최소경도 (HB) |
90 | 114 | 124 | 147 | 152 | 181 | 238 | 276 | 304 | 366 |
| 호칭하항복점 (N/㎟) |
180 | 240 | 320 | 300 | 400 | 480 | ||||
| 호칭내력 (N/㎟) |
640 | 720 | 900 | 1080 |
* 적용조건 : 나사의 형식은 미터 보통 나사 및 미터 가는 나사
나사의 호칭지름범위는 1.6 ~ 39 ㎜, 재료는 탄소강 및 합금강
* 강도구분수치 : 앞 수치는 호칭인장강도의 1/100
뒤 수치는 호칭하항복점 또는 호칭내력과 호칭인장강도의 비
(5) 일반적인 너트의 강도구분은 <표 2>를 참조하여 구분한다.
<표 2> 너트의 강도구분 및 볼트와의 조합
| 너트강도구분 | 4 | 5 | 6 | 8 | 9 | 10 | 12 |
| 조합 볼트 | 3.6 4.6 4.8 |
3.6 4.6 4.8 5.6 5.8 |
6.8 |
8.8 |
8.8 9.8 |
10.9 |
12.9 |
* 적용조건 : 보통높이너트
* 높은 강도구분에 속하는 너트를 낮은 강도구분의 너트대신에 사용할 수 있다.
4.3.2 재료에 따른 선정
(1) 강도 이외의 특성을 필요로 하는 경우에는 특성에 알맞은 재료를 지정하여 선정한다.
(2) 이종금속접촉 부식(Galvanic corrosion)을 방지하기 위해 기계와 전위차가 크지 않은 볼트·너트를 선정하거나 금속이 맞붙는 부분에 절연체 삽입 등의 조치가 필요함.
(3) 그 외 고려하여야 할 특성 종류
(가) 내식성
(나) 용접성
(다) 내열성
(라) 내한성
(마) 도전성
(바) 자성
(사) 경량성
(아) 형상․ 치수의 제한
4.4 마찰 접합용 고장력 6각 볼트․ 6각 너트·평와셔의 세트 구성
4.4.1 구성
(1) 세트의 구성은 마찰 접합용 고장력 6각 볼트 1개, 마찰 접합용 고장력 6각 너트 1개, 마찰 접합용 고장력 평와셔 2개로 구성한다
4.4.2 세트의 종류․ 등급 및 토크 계수값
(1) 세트의 종류는 세트를 구성하는 부품의 기계적 성질에 따라 1종, 2종, 3종 및 4종으로 한다. 또한 토크 계수값에 따라서 각각 A 및 B로 분류하며 세트를 구성하는 부품의 등급은 표 3 ~ 표 6에 표시한 바와 같이 각각의 기계적 성질에 따라 구분한다.
<표 3> 기계적 성질에 따른 볼트 등급
| 기계적 성질에 따른 볼트 등급 |
항복강도(MPa) | 인장강도(MPa) | 연신율(%) | 단면 수축률(%) |
| F8T | 640 이상 | 800 ~ 1000 | 16 이상 | 45 이상 |
| F10T | 900 이상 | 1000 ~ 1200 | 14 이상 | 40 이상 |
| F11T | 990 이상 | 1100 ~ 1300 | 14 이상 | 40 이상 |
| F13T | 1170 이상 | 1300 ~ 1500 | 12 이상 | 35 이상 |
<표 4> 볼트 등급별 볼트 사이즈에 따른 기계적 성질
| 볼트 등급 | 최소 인장 하중(kN) | 경도 | ||||||
| 볼트 사이즈 | ||||||||
| M12 | M16 | M20 | M22 | M24 | M27 | M30 | ||
| F8T | 67.4 | 125.4 | 195.8 | 242.7 | 282.0 | 367.0 | 449.0 | HRC 18~ 31 |
| F10T | 84.3 | 156.7 | 244.8 | 303.4 | 352.5 | 458.8 | 561.3 | HRC 27~ 38 |
| F11T | 92.7 | 172.4 | 269.3 | 333.7 | 387.8 | 504.7 | 617.4 | HRC 30~ 40 |
| F13T | 109.6 | 203.7 | 318.2 | 394.4 | 458.3 | 596.4 | 729.7 | HRC 40~ 45 |
<표 5> 기계적 성질에 따른 너트 등급
| 기계적 성질에 따른 너트 등급 |
경도 | 보증 하중 | |
| 최소 | 최대 | ||
| F8 | HRB 85 | HRB 100 | 표 4의 볼트 최소 인장 하중과 같다 |
| F10 | HRB 95 | HRC 35 | |
| F13 | HRC 30 | HRC 40 | |
<표 6> 기계적 성질에 따른 와셔 등급
| 기계적 성질에 따른 와셔 등급 | 경도 |
| F35 | HRC 35 ~ 45 |
(2) 세트의 토크 계수값은 다음 식으로 구하며, 표 7의 규정에 적합하여야 한다.
k = T / (d x N)
여기에서
k : 토크 계수값
T : 토크(너트를 조이는 모멘트)(N․ mm)
d : 볼트 나사 바깥지름의 기준 치수(mm)
N : 볼트 축력(N)
<표 7> 토크 계수값에 따른 세트의 종류
| 구분 | 토크 계수값에 따른 세트의 종류 | |
| A | B | |
| 동일 로트 토크 계수값의 평균값 | 0.110 ~ 0.150 | 0.150 ~ 0.190 |
| 동일 로트 토크 계수값의 표준편차 | 0.010 이하 | 0.013 이하 |
4.4.3 세트의 조합
(1) 세트의 종류 및 사용하는 구성 부품의 기계적 성질에 따른 등급의 조합은 표 8과 같다
<표 8> 세트의 조합

4.4.4 제품의 표시
(1) 볼트 머리부의 윗면에 다음 사항을 부각하거나 각인으로 표시하여야 한다.
(가) 볼트의 기계적 성질에 따른 등급을 나타내는 표시 기호(F8T·F10T·F13T)
(나) 제조자의 등록 상표 또는 기호
(2) 너트 윗면에 너트의 기계적 성질에 따른 등급을 나타내는 표시 기호를 표 9의 표시 기호를 사용하여 부각하거나 각인으로 표시하여야 한다.
또한 인수·인도 당사자 사이의 협의에 따라 제조자의 등록 상표 또는 기호를 표시하여도 좋다.
<표 9> 너트의 표시

(3) 와셔에는 기계적 성질의 등급을 나타내는 기호는 표시하지 않는다.
또한 인수·인도 당사자 사이의 협의에 따라 제조자의 등록 상표 또는 기호를 표시하여도 좋다.
4.5 표면결함 유무에 따른 선정
(1) 볼트․ 너트의 표면결함은 허용한계 내에 있어야 한다.
(2) 볼트․ 너트의 표면결함의 종류
(가) 균열 : 퀜칭균열, 단조균열, 단조터짐, 전단터짐
(나) 소재의 줄흠 및 겹침
(다) 오목부
(라) 주름
(마) 공구자국
(바) 손상
(3) 일반용 볼트․ 너트 표면결함에 대한 발생원인, 겉모양 및 한계에 관한 사항은 KS B 0547 “체결용부품-표면결함-제1부:일반용 볼트, 나사 및 스터드 볼트”에 따른다.
4.6 볼트․ 너트 선정 시 검토하여야 할 사항
(1) 코터핀이나 와셔 등 나사부속품을 함께 장착하지 않으면 체결기능의 상실 가능성
(2) 충격․ 진동․ 부식 등이 우려될 경우 그 조건에 확실히 견딜 수 있는 지의 여부
(3) 체결압이 볼트에 균등하게 걸리지 않을 경우에는 일부 볼트에 응력이 집중될 수 있으므로 체결압의 균등분포 여부
(4) 압력 등에 의하여 나사가 변형되어 체결력이 저하될 수 있으므로 변형에 저항할 만한 강도를 가지고 있는지의 여부
(5) 고온부위에서는 각 부분의 팽창에 의하여 체결력의 저하 여부
5. 볼트․ 너트의 사용방법
5.1 일반사항
(1) 볼트․ 너트의 체결능력은 조임력에 따라 결정되므로 설계에 의하여 정해진 조임축력을 볼트․ 너트에 균등하게 전달할 수 있어야 한다.
(2) 볼트․ 너트류의 취급 시에는 손상이나 흠짐이 생기지 않도록 하고, 녹슬지 않으며, 윤활제가 증발․ 변질되지 않는 장소에 보관하여야 한다.
(3) 중요부분의 체결 시에는 작업자에게 기준을 제시하여 조임불량에 따른 사고발생을 방지하여야 한다.
(4) 볼트․ 너트의 체결을 확실하게 하기 위해 수나사의 끝은 너트의 윗면에서 2산 이상 나오게 하거나, 제조자가 제공하는 제품사양서를 기준하여 작업하여야 한다. 이 경우 나사끝의 돌출이 작업자에게 위해를 줄 염려가 있는 경우에는 캡너트를 사용한다.
(5) 일반적인 나사는 오른손나사이므로 왼손나사를 사용할 경우에는 표시를 명확하게 하여 혼란을 방지한다.
5.2 와셔의 사용
5.2.1 와셔의 사용
(1) 조여지는 물체의 면이 거칠고 마찰저항이 커서 적정한 조임을 할 수 없는 경우
(2) 볼트구멍이 커서 볼트․ 너트의 좌면에 의한 누르기가 충분히 되지 않을 경우
(3) 큰 조임력에 대하여 좌면압을 낮추고자 하는 경우
(4) 풀림방지효과를 높이고자 하는 경우
5.2.2 사용방법
(1) 조임력을 관리하기 위한 목적의 와셔는 토크를 가하는 쪽에 넣는다.
(2) 평와셔를 볼트머리 쪽에 넣을 경우에는 안지름의 각과 목 밑의 둥근 부분이 간섭할 우려가 있으므로 안지름 부위에 모따기를 하거나 라운딩을 한 와셔를 사용한다.
(3) 스프링와셔는 조임좌면과의 접촉면적이 작아 좌면의 마찰저항에 의한 풀림방지 작용은 평와셔보다 낮으나, 축방향으로 작용하는 반발력에 의해 풀림방지 작용을 하므로 조임면에 흠짐이 날 우려가 있으며 좌면이 열처리 등으로 경화되어 있으면 물림이 나빠지므로 주의하여 사용한다.
5.3 분할핀의 사용
(1) 분할핀은 나사의 풀림방지 또는 핀의 빠짐방지 용도에 사용한다.
(2) 너트 쪽에 많이 쓰이며 홈붙이너트와 조합하여 사용한다.
(3) 분할핀의 끝부분을 구부릴 때 그 부분이 돌출되면 물체가 걸리거나 손을 다치게 되므로 구부린 끝은 너트에 접하도록 한다.
(4) 한번 사용된 분할핀은 손상의 우려가 있으므로 재사용하지 않는다.
(5) 분할핀의 재료는 탄소강, 황동, 스테인리스강 등이며 너트의 재료에 맞추어 선정한다.
6. 볼트․ 너트의 조임
6.1 일반 사항
(1) 볼트․ 너트의 정확한 조임은 기계의 안전성 및 접합부 누설방지에 중요하다.
(2) 중요한 부위 또는 높은 응력이 작용되는 부위의 볼트·너트 조임시에는 기기제조자가 제공한 절차서에 따라 단계별로 조임을 실시한다.
(3) 조임작업 종료 직후 볼트의 축부에 작용하는 초기 조임력은 일반적으로 볼트의 항복점 또는 내력의 60~ 70%로 한다.
(4) 나사체결체의 신뢰성을 확보하기 위하여는 설계단계에서 나사체결체로서의 기능을 충분히 발휘하는 볼트․ 너트의 시방, 조임력 등을 사용실적 및 강도계산에 의하여 결정하고 조임작업 단계에서는 지시된 초기 조임력을 충실히 실현하는 것이 중요하다.
(5) 과하중을 한 번이라도 받은 볼트·너트를 재사용해서는 안된다.
(6) 조임방법 및 조임에 대한 유의사항은 KS B 0140 “나사의 조임통칙”를 참조한다.
6.2 조임 방법
6.2.1 너트를 조이는 방법
너트는 조임이 완벽할 때까지 조여야 한다. 볼트가 정위치 하는 동안 너트를 규정된 회전수로 회전시켜 사전하중을 가해 준다.
6.2.2 토크렌치를 사용하는 방법
토크렌치를 사용하여 요구되는 정확한 조임 토크값과 반복토크 하중을 제공해 준다.
6.2.3 열을 사용하는 방법
스터드볼트 또는 볼트를 순환가스나 전열기로써 가열하여 신장시킨다. 스터드가 냉각된 이후에 신장이 결정되므로 만일 신장이 너무 과다하거나 불충분하면 이 작업을 반복한다.
6.2.4 초음파 측정방법
(1) 인장을 가해 주는 동안 볼트신장을 측정하기 위하여 초음파 측정장비를 사용할 수 있다. 다만 이 방법은 볼트의 외관이나 제조물질이 초음파측정을 방해할 수도 있기 때문에 모든 종류의 볼트 혹은 스터드볼트에 사용할 수는 없다.
(2) 펄스에코시스템(Pulse echo system)과 같은 측정장비를 사용할 수 있다. 이 경우 스터드볼트에 설치된 탐촉자에서는 초음파가 전달되어 볼트를 통과해서 스터드볼트 끝단에 에코를 남기고 탐촉자로 되돌아오며 통과시간의 변화는 조여진 상태에서 볼트 길이의 조정여부를 결정한다.
6.3 윤활의 영향
(1) 나사산용 윤활유는 나사산과 너트면간의 마찰토크값을 감소시킨다. 윤활하지 않은 나사산에 적용되는 토크의 약 40%가 나사산 마찰을 해소하는데 필요하다. 다른 50%는 너트면과 모재 재질간의 마찰 해소에 그리고 나머지 10%는 볼트의 인장에 필요하다.
(2) 윤활유를 신중하게 선정하는 것이 중요하다. 나사산을 가진 볼트·너트에 사용할 목적으로 구입된 대부분의 윤활유는 베어링 압력한계를 갖고 있으며, 고기능의 전용 윤활유는 볼트가 거의 항복응력까지 조여질 수 있도록 충분히 높은 베어링 압력한계를 갖고 있다.
(3) 볼트·너트를 조이는 것은 마찰을 일으키거나 또는 표면에 흠집을 남길 수 있다.
볼트를 조여 주는 경우에는 인장응력에 비틀림응력을 더해 주게 되어 볼트가 비록 인장으로 인해 파괴되지 않더라도 인장과 비틀림에 의한 복합응력은 볼트를 파괴 또는 항복시키는 요인이 될 수 있다.
(4) 윤활유의 성분도 고려하여야 한다. 예를 들면 염화물은 오스테나이트계 스테인리스강을 손상시키며, 석유를 포함하는 제품은 산소 혹은 염소 분위기에서는 사용하지 않는다.
7. 볼트·너트의 파손요인
볼트·너트의 파손요인으로서 다음과 같은 사항을 들 수 있다.
7.1 부적절한 등급
(1) 일반적으로 부적절한 등급의 볼트를 사용하는 것이 가장 큰 파손의 원인이 된다.
(2) 부적절한 등급의 와셔를 사용하는 것도 파손을 초래할 수 있다. 특히 진동 또는 다른 동하중이 작용할 경우 균열이 발생할 수 있다.
7.2 재사용
(1) 재사용하는 볼트·너트는 새 볼트·너트보다 파손되기 쉽다.
(2) 사용된 너트는 압축력이 너트 나사산을 손상하기 때문에 너트를 재사용할 때에는 주의하여야 한다. 일반적으로 너트를 6회 재사용하는 것은 새 너트를 사용하는 것에 비해 약 절반의 인장강도 감소효과가 있다.
7.3 잘못 짝지어진 부품
(1) 잘못 짝지어진 부품도 파손의 요인이 될 수 있다. 볼트와 너트의 등급이 같아야 하며 나사산 체결이 같아야 한다. 잘못 짝지어진 볼트·너트들은 과도한 마찰 또는 아주 헐거운 체결과 같은 문제점이 발생된다.
(2) 나사산들이 도금 또는 코팅을 하기에 충분한 여유를 갖지 않을 경우 체결이 불가능하다. 너트와 볼트 양자의 나사산에 아연 또는 카드뮴의 전기용융도 금이 가능하도록 충분한 여유를 가져야 한다. 열간방식으로 도금된 볼트·너트는 나사산간의 체결이 잘 이루어질 수 있도록 도금두께가 고려되어야 한다.
7.4 과도한 조임
(1) 누설을 멈추게 하기 위하여 볼트·너트를 과도하게 조이는 것도 파손의 원인이 될 수 있다.
(2) 볼트가 진동 또는 충격요인에 의한 동하중을 받거나 하중이 허용 조임하중을 초과할 때는 금속피로를 일으킬 수도 있다. 허용 조임하중 이상의 반복하중은 볼트를 계속 인장시켜 표면 피로균열 성장의 원인이 되며 이 균열은 응력이 집중된 곳에 나타나기 시작한다. 나사산의 뿌리, 볼트머리와 몸체가 만나는 필렛 지점, V-노치와 긁힘 부분과 같은 표면결함부 등이 응력 집중부위가 된다.
(3) 탄성범위내에서 항복응력보다 약간 적은 응력하에서 인장력을 받은 볼트는 하중이 제거될 때 원래의 길이로 되돌아가게 된다. 그러나 볼트가 항복점 또는 그 이상으로 인장될 때는 영구변형 즉 소성변형이 생긴다. 동하중이 존재하는 곳에서는 피로파괴를 방지하기 위해서는 볼트에 적절하게 사전 하중을 가해 주어야 한다.
7.5 부정확한 길이
(1) 볼트가 너무 길어도 파괴가 발생될 수 있다. 볼트의 가장 파괴되기 쉬운 부위는 나사산 바로 윗 부분이다. 그러나 나사가 난 길이가 길수록 충격과 진동을 흡수하는데 더 장점이 있다.
(2) 진동이 심한 부분에서는 볼트보다 스터드볼트를 사용하는 것이 피로파괴를 최소화시킬 수 있다.
(3) 너트에서 최초 나사산이 하중의 약 38%를 부담하고, 2번째 및 3번째 나사산이 각각 25% 및 18%를 부담하며, 6번째 나사산은 하중의 1% 이하만을 부담한다. 6번째 나사산을 지나면 나사산의 측면은 접촉하지 않으므로 불필요하게 긴 볼트의 사용은 바람직하지 않다.
7.6 예리한 끝단
볼트머리 하부의 필렛부위에 V-노치 등의 예리한 선단이 존재하면 볼트머리가 파손되는 요인이 될 수 있다.
7.7 절차서에서 고려되어야 할 사항
조임 설계 및 조임 절차서에는 다음과 같은 파손을 초래할 수 있는 요인들이 고려되어야 한다.
(1) 묻힘
나사산 및 조인트면과 같이 접촉하는 표면이 높은 지점이 제일 먼저 상호 접촉하중을 받게 되고, 과도한 하중하에서 형태가 손상되거나 또는 상대표면에 묻힌다.
(2) 가스킷 크리이프
가스킷 혹은 실링 재질은 시간이 경과되면서 형태가 손상되고 두께가 감소하는 현상이 발생한다.
(3) 탄성상호작용
볼트를 조여 주는 것은 이미 조여진 주위의 타 볼트에서의 인장력을 감소시키는 영향을 미치게 된다. 설계절차에 따라 단계별로 볼트를 조여 주어야 하는 것은 이러한 이유 때문이다.
(4) 진동이완
진동은 볼트·너트를 뒤로 밀어낼 수도 있고 묻힘 또는 가스킷 크리이프를 발생시키는 요인이 될 수도 있다.
(5) 응력변형
크리이프 혹은 다른 금속학적 현상 등의 원인에 의하여 볼트·너트의 변형이 발생된다.
8. 볼트․ 너트의 풀림
8.1 볼트․ 너트의 풀림 발생원인
(1) 너트의 길이가 짧아 접촉압력이 작을 경우
(2) 주변의 진동, 충격을 받아 순간적으로 접촉압력이 감소되는 경우
(3) 나사 접합부에서 미끄럼이 반복되어 미동 마멸이 생기는 경우
(4) 주변 온도의 변화로 인해 나사가 수축, 팽창되어 나사 이음이 약해지는 경우
8.2 되돌기 회전 없는 풀림
(1) 밀봉을 위해 접합부에 끼워서 사용하는 가스킷의 약화에 의한 풀림은 진행 후 멈추는 경향이 있으므로 멈춤 후 더 조이도록 한다.
(2) 볼트머리 또는 너트 좌면에서 면압이 클 때 접촉부의 피체 결부재표면이 환상으로 함몰될 수 있으므로 와셔를 병용하거나 플랜지 볼트, 플랜지 너트를 사용한다.
(3) 나사이음의 접촉부 특히 피체결 부재끼리의 접합부에서 미끄럼이 반복되는 경우에 미동마멸이 생겨 풀림이 발생되므로 조임력을 충분히 하여 외력이 작용되어도 피체결 부재끼리 미동하지 않도록 한다.
(4) 주변의 온도변화로 인한 볼트의 팽창․ 수축으로 나사이음이 풀리거나 또는 조여질 수 있으며, 화재 등에 의해 볼트나 피체결 부재가 재료의 재결정온도 이상으로 가열되었을 때에는 조임력이 상실되어 풀림이 발생되므로 재조임등의 조치가 필요하다.
8.3 되돌기 회전에 의한 풀림
(1) 볼트․ 너트로 체결된 피체결 부재끼리 나사의 축선둘레에서 상대적인 축회전 진동이나 축직각 진동이 있을때 풀림이 발생할 수 있다.
(2) 축방향 하중이 반복적으로 증감할 때 너트가 확대․ 수축을 반복하여 나사면과 좌면에서 미끄럼이 생기며 이로 인한 되돌림 회전으로 풀림이 발생한다.
(3) 나사이음에 축방향의 충격적 외력이 작용하는 경우 피체결 부재끼리의 접합부에서 순간적으로 떨어질 수가 있으며 그 때 볼트축부에 축적된 탄성비틀림이 해제되어 되돌림 회전을 일으킬 수 있다.
9. 볼트․ 너트의 풀림방지
9.1 일반사항
(1) 기계에 부속하는 볼트․ 너트가 체결된 모든 부위는 풀림에 의한 위험을 방지하기 위하여 정기점검이나 보수 시에 볼트․ 너트의 적정한 조임이나 풀림여부, 손상여부를 확인하는등 필요한 조치를 하여야 한다.
(2) 설비를 설계, 제작, 조립시에 볼트의 풀림을 방지할 수 있도록 고려하여야 한다.
(3) 볼트․ 너트를 체결할 때에는 가능한한 볼트머리를 아래쪽에 위치하도록 하여 풀림을 육안으로 확인할 수 있도록 하는 것이 좋다.
9.2 자립조건
볼트·너트(3각나사)를 풀 때 회전력과 축방향 하중의 역학적 관계식은 아래와 같다.
∴ P = W · tan(ρ - λ )
여기에서 P: 측면에서 작용하는 힘, W: 하중, ρ : 마찰각, λ : 리드각
볼트·너트의 자립조건은 P ≥ 0 이고, 각도로 표시하면 ρ ≥ λ 가 되어야 한다.
즉, 볼트·너트의 풀림은 진동, 충격 등 외력에 의하거나 자립조건이 충족되지 않을 시 발생하기 때문에 이를 반드시 고려하여야 하며, 볼트·너트가 풀릴 우려가 있을 경우 풀림방지조치를 추가로 실시하여야 한다.
마찰각은 나사면에 작용하는 수직항력 N과 나사면 상당 마찰계수 μ '에 의해 결정된 마찰력 사이에서 생긴 각을 말하며 관계식은 아래와 같다.
tanρ = μ '
∴ μ ' = μ/cos(α/2)
여기에서 α : 나사산 각, μ : 나사산 마찰계수
(1) P > 0
볼트·너트를 푸는데 힘이 소요되며, 이 조건은 ρ - λ > 0 이므로, ρ > λ 이 된다.
(2) P < 0
볼트·너트를 푸는데 힘이 소요되지 않고 저절로 풀리며, 이 조건은 ρ - λ < 0 이므로, ρ < λ 이 된다.
(3) P = 0
볼트·너트가 풀리지 않고 정지된 상태를 유지하며, 이 조건은 ρ - λ = 0 이므로, ρ= λ 이 된다.
9.3 풀림방지장치의 종류
9.3.1 록 너트(Lock nut)
볼트와 너트에 일정한 하중을 주어서 자립조건을 주도록 한 것으로서, 2개의 너트를 사용하여 서로 졸라매어 너트 사이를 서로 미는 상태로 하면 외부 진동에도 항상 하중이 작용되고 있는 상태를 유지한다. 나사로서의 하중은 바깥쪽 너트가 받으므로 바깥쪽 너트를 더 두껍게 하고 너트 사이 상호 미는 역할을 하는 안쪽 너트를 록너트라 한다.〈그림 1〉 참조

〈그림 1〉 록 너트의 하중작용상태
9.3.2 자동 죔 너트(Self locking nut)
자동 죔 너트는 갈라진 부분이 안쪽으로 휘어져서 볼트를 압축하여 너트가 풀어지지 않게 한다.〈그림 2〉 참조
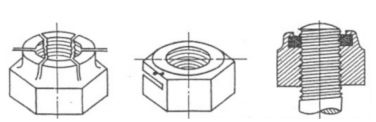
〈그림 2〉 자동 죔 너트
9.3.3 세트 스크류(Set screw)
볼트와 너트를 체결한 후 작은 나사, 세트 스크류를 사용하여 너트가 풀어지지 않게 한다.〈그림 3〉 참조

〈그림 3〉 세트 스크류
9.3.4 와셔(Washer)
볼트와 너트를 체결할 때 스프링 와셔(Spring washer), 고무 와셔, 혀붙이 와셔, 톱니붙이 와셔 등 특수 와셔를 사용하여 너트가 풀어지지 않게 한다.〈그림 4〉 참조
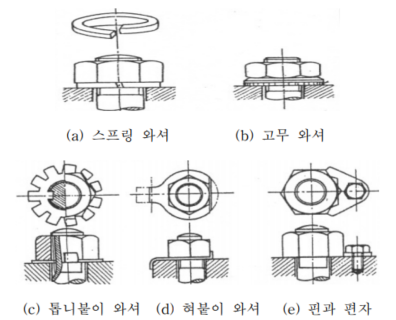
〈그림 4〉 와셔
9.3.5 핀(Pin)
볼트와 너트를 체결할 때 분할 핀(Split pin), 평행 핀(Parallel pin), 테이퍼 핀(Taper pin) 등을 사용하여 너트가 풀어지지 않게 한다.〈그림 5〉 참조

〈그림 5〉 분할 핀
9.3.6 나일론너트
나일론너트는 너트내부에 나일론(Nylon)을 넣어 수나사가 나일론을 파고들어 변형시킴으로서 풀림을 방지한다. <그림 6> 참조

〈그림 6〉 나일론 너트
9.4 기타 풀림방지조치 및 장치관리
9.4.1 풀림방지 조치
(1) 볼트․ 너트를 체결할 때에는 토크렌치 등을 사용하여 규정된 힘을 가하여 풀림을 방지한다.
(2) 나사 주변에서 발생하는 진동, 충격 등을 감소시켜 나사의 체결력을 유지시킨다.
(3) 체결된 나사부위의 온도변화를 감소시켜 수축, 팽창을 작게 하여 체결력을 강화한다.
(4) 필요할 경우 볼트·너트 풀림방지를 위하여 다음과 같은 추가 조치들이 고려되어야 한다.
(가) 너트에 풀림방지를 위한 수지, 본드 등의 도포
(나) 너트에 용접
(다) 너트에 코킹
(라) 강선으로 주위 너트를 서로 연결하여 고정
(마) 플라스틱 소재의 볼트 끝부분을 벌어지게 한 것
(바) 풀릴 가능성이 있는 방향과 반대방향의 너트를 사용(자동차 바퀴, 선풍기 날개 체결용 나사)
9.4.2 풀림방지 장치 관리
(1) 기계설비에 체결한 볼트․ 너트의 유지관리와 별도 보관하는 볼트․ 너트, 와셔, 분할핀 등에 대한 사전관리를 한다.
(2) 정기 또는 수시점검을 통하여 기계설비에 체결된 볼트․ 너트의 풀림상태를 확인하고 재체결하는 등 원 상태 유지를 위해 사후관리를 한다.
(3) 나사에 체결된 풀림방지장치의 부식, 파손, 망실 등을 확인한다.
(4) 볼트․ 너트를 체결할 때에는 가능한 볼트머리를 아래쪽으로 위치하도록 하여 풀림을 육안으로 확인할 수 있도록 한다.
안전보건기술지침 개정 이력
□ 개정일 : 2023. 8. 24.
○ 개정자 : 안전보건공단 전문기술실 김명관
○ 개정사유 : 유사 주제 및 내용중복 기술지침 통폐합
- (M-41-2012) 볼트 너트의 풀림방지에 관한 기술지침 폐지
- (M-106-2012) 죔쇠에 조임력에 관한 기술지침 폐지
○ 주요 개정내용
- 볼트·너트의 조임방법, 파손요인 및 풀림방지조치 등에 대한 세부적인 기술적 대책 기술
[첨부자료] 볼트․ 너트의 선정 및 체결에 관한 기술지침(O-2-2023)
'산업안전' 카테고리의 다른 글
| 사고분석에 관한 지침(Z-29-2022) (0) | 2023.10.06 |
|---|---|
| LOTO에 관한 지침(Z-40-2022) (1) | 2023.10.05 |
| 들기 작업에 관한 기술지침(M-46-2012) (1) | 2023.09.13 |
| 피부 부식성/자극성(화학물질의 분류 및 표시사항) (0) | 2023.09.01 |
| 급성 독성(화학물질의 분류 및 표시사항) (0) | 2023.08.31 |



