○ 관련규격 및 자료
- KS D 7004: 2008 연강용 피복 아크 용접봉
- KS D 7006: 2008 고장력강용 피복아크 용접봉
- KS D 7022: 2007 몰리브덴강 및 크롬몰리브덴강 연강용 피복아크 용접봉
- KS D 7023: 2007 저온용강용 피복아크 용접봉
- KS D 7101: 2007 내후성강용 피복아크 용접봉
- ASME Section Ⅱ Part C Specifications for welding rods, electrodes, and filler metals
○ 관련 법규․ 규칙․ 고시 등
- 산업안전보건기준에관한규칙 제278조(개조․ 수리 등)
설비보수용 용접재료 선정에 관한 기술지침(O-1-2011)
1. 목 적
2. 적용범위
3. 용어의 정의
4. 피복아크 용접봉의 표기법 및 종류
5. 용접재료의 선정 시 고려사항
6. 모재용접시 고려사항
7. 용접후 시험
1. 목 적
이 지침은 산업안전보건기준에관한규칙(이하 “안전보건규칙”이라 한다) 제278조(개조․ 수리 등)에 따라, 화학설비 및 그 부속설비의 보수용접 시 용접재료를 선정하는데 필요한 기술적 사항을 정함을 목적으로 한다.
2. 적용범위
이 지침은 사업장에서 화학설비 및 그 부속설비에 대하여 용접에 의한 제작, 개조 및 수리 등을 함에 있어 동종의 모재, 이종의 모재 및 덧살붙임 등의 피복 아크 용접에 따른 용접재료를 선정하는 경우에 적용한다.
3. 용어의 정의
(1) 이 지침에서 사용하는 용어의 뜻은 다음과 같다.
(가) “피복아크용접(Shielded metal arc welding, SMAW)" 이란 모재와 피복용접봉 사이에서 발생한 아크의 열에 의하여 피복된 용접봉이
녹으면서 용착 금속을 형성하는 용접을 말한다.
(나) "P 번호(P number)"란 용접시공 또는 용접 후 열처리 등의 조건을 규정하기 위하여 정한 재료의 분류번호로서 모재의 화학성분, 용접성 및 기계적성질을 기준으로 모재를 집단으로 구분한 분류번호를 말한다.
(다) “동종의 모재(Similar base metal)"란 용접하여야 할 두 모재가 같은 P 번호에 포함되는 재료로서 화학성분 및 기계적 성질이 비슷한 모재를 말한다.
(라) “이종의 모재(Dissimilar base metal)"란 용접하여야 할 두 모재의 P 번호가 달라서 두모재의 화학성분 및 기계적 성질이 다른 모재를 말한다(바) “내후성강(Atmosphere corrosion resisting steel)”이란 구리, 인, 크롬 등을 강철에 첨가하여 보호피막의 역할을 함으로서 대기 중에서 부식에 저항할 수 있는 성질을 갖게 되는 강을 말한다.
(2) 그 밖에 이 지침에서 사용하는 용어의 뜻은 이 지침에 특별한 규정이 있는 경우를 제외하고는「산업안전보건법」 , 같은 법 시행령, 같은 법 시행규칙, 안전보건규칙 및 고용노동부 고시에서 정하는 바에 의한다.
4. 피복아크 용접봉의 표기법 및 종류
4.1 일반 탄소강의 피복아크 용접봉
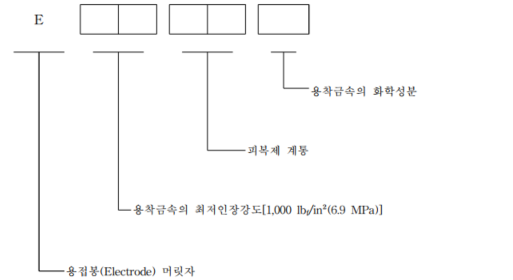
(1) 일반 탄소강의 피복아크 용접봉은 용착금속의 인장강도와 피복제의 종류에 따라 다음과 표 1과 같이 표기하고 용접봉의 종류는 표 2와 같다.
<표 1> 일반 탄소강 피복아아크 용접봉 표기법
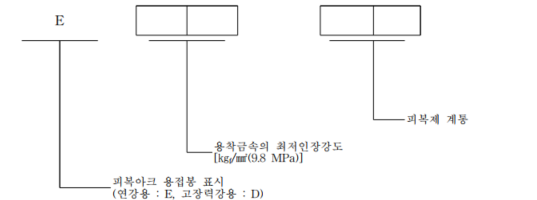
예시) E4316 : 용착금속의 인장강도가 최저 43 ㎏f/㎟(421 MPa)인 저수소계 피복아크 용접봉
[ 참고자료: 미국용접학회(AWS)의 표기법 ]
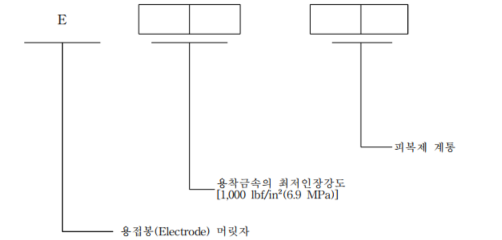
예) E7016 : 용착금속의 인장강도가 최저 70,000 lbf/in²(483 MPa)급의 저수소계 피복아크 용접봉
<표 2> 일반 탄소강 피복아아크 용접봉의 종류
| 종류 | 피복제 계통 | 용접자세¹ | 전류의 종류² |
| E4301 | 일루미나이트계 | F, V, O, H | AC 또는 DC(±) |
| E4303 | 라임티타니아계 | F, V, O, H | AC 또는 DC(±) |
| E4311 | 고셀룰로오스계 | F, V, O, H | AC 또는 DC(±) |
| E4313 | 고산화티탄계 | F, V, O, H | AC 또는 DC(-) |
| E4316 | 저수소계 | F, V, O, H | AC 또는 DC(+) |
| E4324 | 철분산화티탄계 | F, H | AC 또는 DC(±) |
| E4326 | 철분저수소계 | F, H | AC 또는 DC(+) |
| E4327 | 철분산화철계 | F, V, O, H | F에서는 AC 또는 DC(±-) H에서는 AC 또는 DC(±-) |
| E4340 | 특수계 | F, V, O, H 또는 어느자세 |
AC 또는 DC(±) |
<비고 1> 용접자세에 사용된 기호의 의미는 다음과 같다.
F : 아래보기 자세
V : 수직 자세
O : 위보기 자세
H : 수평자세 또는 수평 필릿용접
다만, <표 2>에 표시한 용접 자세 중, V 및 O는 원칙적으로 심선의 지름 (이하 봉 지름이라 한다)이 5.0 mm를 초과하는 것에는
적용하지 않는다.
E4324, E4326 및 E4327의 용접자세는 주로 수평 필릿 용접으로 한다.
<비고 2> 전류 종류에 사용된 기호의 의미는 다음과 같다.
AC : 교류, DC(±) : 직류(봉 플러스 및 봉 마이너스)
DC(-) : 직류(봉 마이너스), DC(+) : 직류(봉 플러스)
4.2 합금용 피복아크 용접봉
고온용 및 저온용 합금강의 피복아크 용접봉으로 구분한다.
4.2.1 고온합금강용 피복아크용접봉
고온합금강용 피복아크 용접봉은 용착금속의 인장강도와 피복제의 종류에 따라
표 3과 같이 표기하고 용접봉의 종류 표 4와 같다.
<표 3> 고온합금강용 피복아크용접봉 표기법
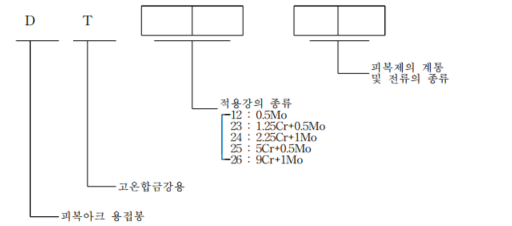
예) DT 2416 : 용착금속에 2.25 % Cr과 1 % Mo이 함유된 고온합금강용으로써 저수소계 피복아크용접봉
[ 참고자료: 미국용접학회(AWS)의 표기법 ]
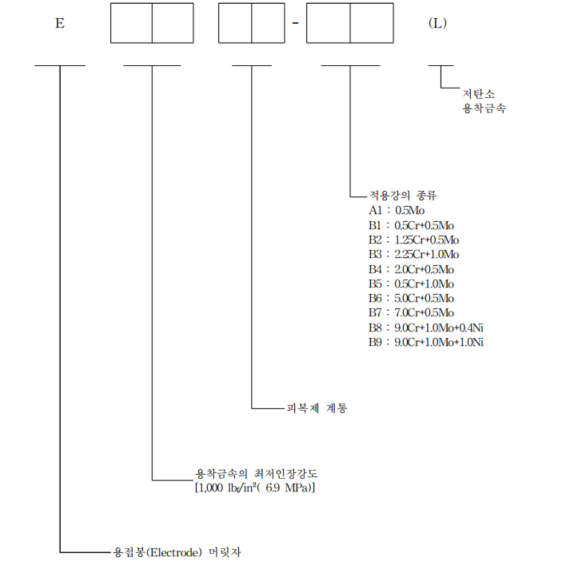
예) E8016-B2L : 용착금속에 1.25%Cr과 0.5%Mo 및 저탄소가 함유된 최저인장 강도가 552 MPa(80,000 lbf/in²)급의
저수소계 피복아크용접봉
<표 4> 고온합금강용 피복아크 용접봉의 종류
| 종류 | 피복제 계통 | 용접자세¹ | 전류의 종류² |
| DT2313 DT2413 |
고산화 티탄계 | F, V, O, H | AC 또는 DC(-) |
| DT2315 DT2415 |
저수소계 | DC(+) | |
| DT1216 DT2316 DT2416 DT2516 |
저수소계 | AC 또는 DC(-) | |
| DT2318 DT2418 |
철분저수소계 | AC 또는 DC(+) |
<비고 1> 용접자세에 사용된 기호의 의미는 다음과 같다.
F : 아래보기 자세
V : 수직 자세
O : 위보기 자세
H : 수평자세 또는 수평 필릿용접
다만, <표 4>에 표시한 용접 자세 중, V 및 O는 원칙적으로 심선의 지름(이하 봉 지름이라 한다)이 5.0 mm를 초과하는 것에는 적용하지 않는다.
<비고 2> 전류 종류에 사용된 기호의 의미는 다음과 같다.
AC : 교류, DC(-) : 직류(봉 마이너스), DC(+) : 직류(봉 플러스)
4.2.2 저온합금강용 피복아크용접봉
저온합금강용 피복아크 용접봉은 용착금속의 인장강도와 피복제의 종류에 따라 표 5와 같이 표기하고 용접봉의 종류 표 6과 같다.
<표 5> 저온합금강용 피복아크용접봉 표기법
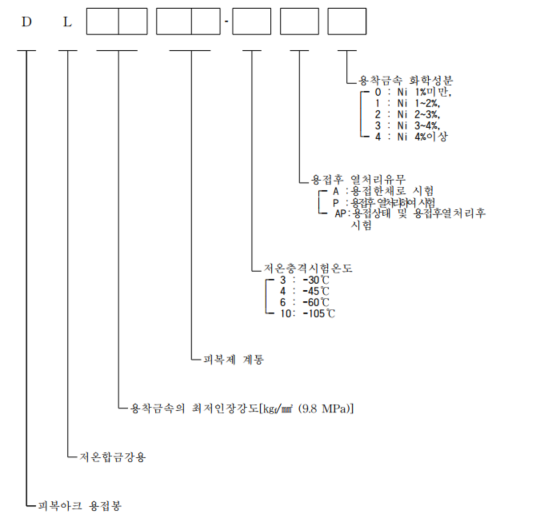
예) DL5016-6A2: 용착금속에 Ni이 2~3 % 포함하고 용접한 채로 충격시험을 -60 ℃에서 행하여 흡수에너지 평균 27 N-m(J)이상[최소치 21 N-m(J)이상]으로 최저인장강도가 490 MPa(50 Kgf/㎟)으로 저수소계 저온용 피복아크용접봉
[ 참고자료: 미국용접학회(AWS)의 표기법 ]
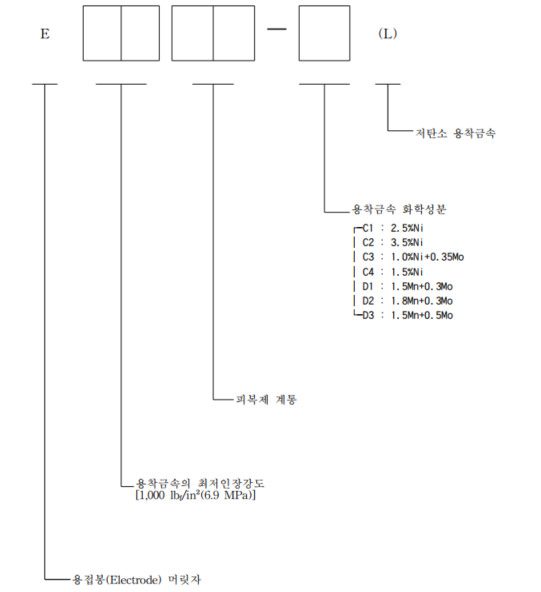
예) E8016-C2 : 용착금속이 저탄소로서 Ni이 3.5 % 포함하고, 최저인장강도가552M Pa(80,000 lbf/in²)급 의 저 수 소 계 피복아크용접봉
<표 6> 저온합금강용 피복아크 용접봉의 종류
| 종류 | 피복제 계통 | 용접자세¹ | 전류의 종류² |
| DL5016-3X0 DL5016-4X0 DL5016-4X1 DL5016-6X0 DL5016-6X1 DL5016-6X2 DL5016-6X3 DL5016-10X3 DL5016-10X3 |
저수소계 | F, V, O, H | AC 또는 DC(+) |
| DL5026-3X0 DL5026-4X0 DL5026-4X1 DL5026-6X0 DL5026-6X1 DL5026-6X2 |
철분저수소계 | F, H |
<비고 1> 용접자세에 사용된 기호의 의미는 다음과 같다.
F : 아래보기 자세
V : 수직 자세
O : 위보기 자세
H : 수평자세 또는 수평 필릿용접
다만, <표 6>에 표시한 용접 자세 중, V 및 O는 원칙적으로 심선의 지름(이하 봉 지름이라 한다)이 5.0 mm를 초과하는 것에는 적용하지 않는다.
<비고 2> 전류 종류에 사용된 기호의 의미는 다음과 같다.
AC : 교류, DC(+) : 직류(봉 플러스)
※ 용접 후 열처리 유무를 표시하는 기호는 다음과 같다.
A : 용접한 채로 용착 금속의 기계적 성질을 확보할 수 있는 것
P : 열처리 후 용착 금속의 기계적 성질을 확보할 수 있는 것
AP : 용접한 채 및 열처리 후의 양쪽에서 용착 금속의 기계적 성질을 확보할 수 있는 것
4.3 내후성강용 피복아크 용접봉
내후성강의 용접에 사용하는 피복아크용접봉은 용착금속의 인장강도와 피복제의 종류에 따라 표 7과 같이 표기하고 용접봉의 종류는 표 8과 같다.
<표 7> 내후성강용 피복아크용접봉 표기법
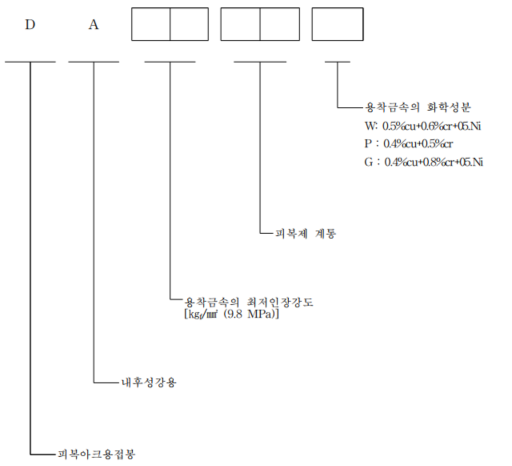
예) DA5016P : 용착금속에 0.4% 구리와 0.5% 크롬이 함유된 내후성강용으로 최저인장강도가 490 M Pa(50 Kgf/㎟ )인 저수소계 피복아크용접봉
[ 참고자료: 미국용접학회(AWS)의 표기법 ]
<표 8> 내후성강용 피복아크 용접봉의 종류
| 종류 | 피복제 계통 | 용접자세¹ | 전류의 종류² |
| DA5001W DA5001P DA5001G |
일루미나이트계 | F, V, O, H | AC 또는 DC(±) |
| DA5003W DA5003P DA5003G |
라임티타니아계 | F, V, O, H | AC 또는 DC(±) |
| DA5016W DA5016P DA5016G |
저수소계 | F, V, O, H | AC 또는 DC(+) |
| DA5026W DA5026P DA5026G |
철분 저수소계 | F, H | AC 또는 DC(+) |
| DA5000W DA5000P DA5000G |
특수계 | F, V, O, H 또는 어느쪽 자세 |
AC 또는 DC(±) |
| DA5816W DA5816P DA5816G |
저수소계 | F, V, O, H | AC 또는 DC(+) |
| DA5826W DA5826P DA5826G |
철분저수소계 | F, H | AC 또는 DC(+) |
<비고 1> 용접자세에 사용된 기호의 의미는 다음과 같다.
F : 아래보기 자세
V : 수직 자세
O : 위보기 자세
H : 수평자세 또는 수평 필릿용접
다만, <표 8>에 표시한 용접 자세 중, V 및 O는 원칙적으로 심선의 지름(이하 봉 지름이라 한다)이 5.0 mm를 초과하는 것에는 적용하지 않는다.
<비고 2> 전류 종류에 사용된 기호의 의미는 다음과 같다.
AC : 교류, DC(±) : 직류(봉 플러스 및 봉 마이너스), DC(+) : 직류(봉 플러스)
5. 용접재료의 선정 시 고려사항
적절한 피복아크 용접봉을 선정할 때에는 용착금속의 품질이 모재의 품질과 같도록 선정하는 것이 바람직하며 아래의 관점에서 검토하여야 한다.
(1) 모재의 화학성분과 전 용착금속의 화학성분 및 탄소당량
(2) 모재의 기계적 성질과 전 용착금속의 기계적 성질 (인장강도, 연신율, 충격치, 경도)
(3) 모재 두께
(4) 용접자세
(5) 이음형태 및 이음형상
(6) 확산수소량의 영향 (저수소계 용접봉)
(7) 용접봉의 작업성 (아크안정성, 스패터 발생, 슬래그 박리성 및 비드외관)
(8) 용접봉의 용접성 (용접결함 발생정도, 내균열성 정도 등)
(9) 용접봉 제조사가 제공한 용접봉의 기술 데이터
6. 모재용접시 고려사항
6.1 동종의 모재 용접 시 고려사항
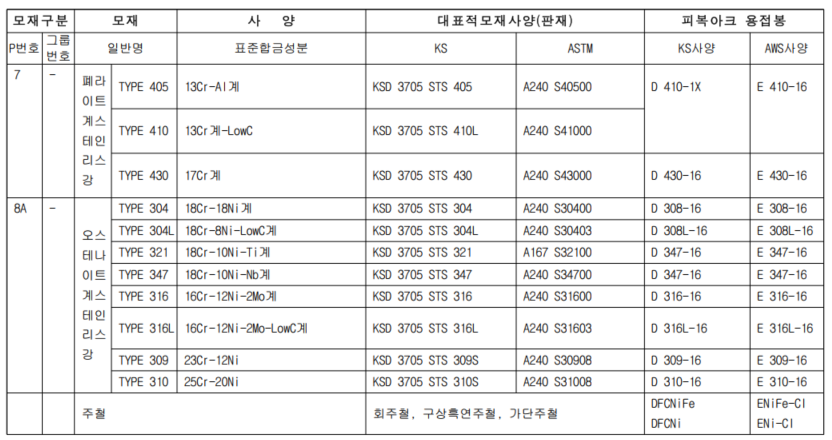
(1) 동종의 모재를 용접할 때 사용되는 피복아크 용접봉의 대표적 선정기준은 별표 1과 같다.
(가) 동종의 탄소강 및 저합금강의 피복아크 용접봉 선정은 별표 1의 1항을 참조한다.
(나) 동종의 스테인리스강의 피복아크 용접봉 선정은 별표 1의 2항를 참조한다.
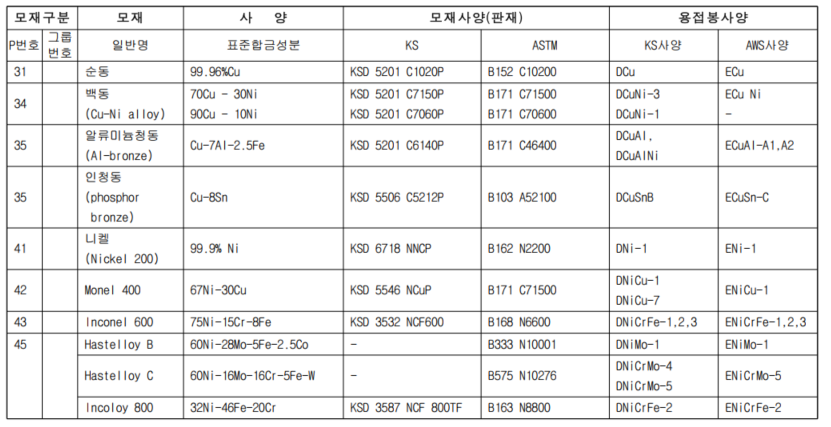
(2) 동종의 비철금속재료로 이루어진 모재를 용접할 때 사용되는 피복아크 용접봉의 대표적 선정기준은 별표 2를 참조한다.
6.2 이종의 모재 용접 시 고려사항
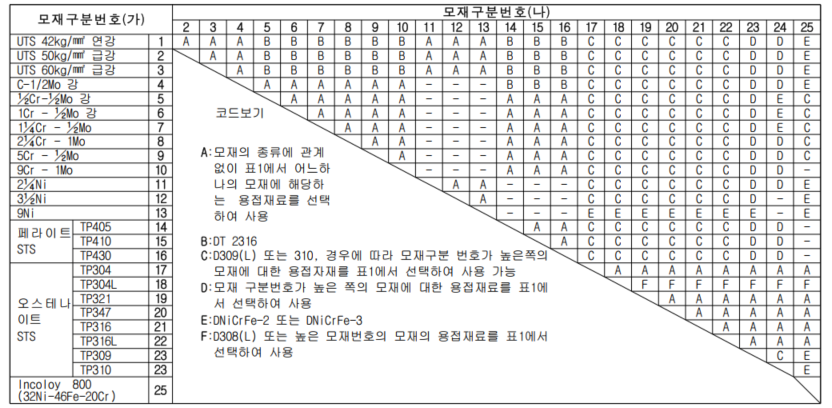
(1) 이종의 탄소강과 합금강의 모재를 용접할 때 각 모재 조합에 사용되는 피복아크 용접봉의 대표적 선정기준은 별표 3과 같다.
(가) 강재의 이종모재간의 용접재료선정은 별표 3의 1항을 참조한다.
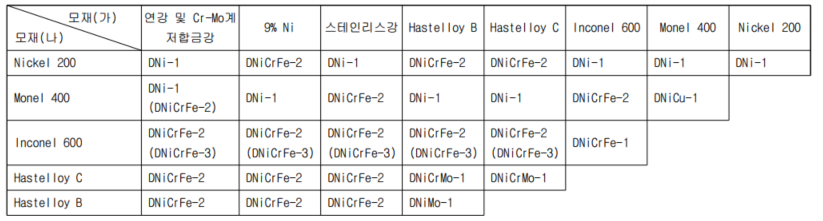
(나) 니켈 및 니켈합금의 이종모재간의 용접재료 선정은 별표 3의 2항을 참조한다.
(2) 덧살붙임 용접의 피복아크 용접봉 선정기준은 다음과 같다.
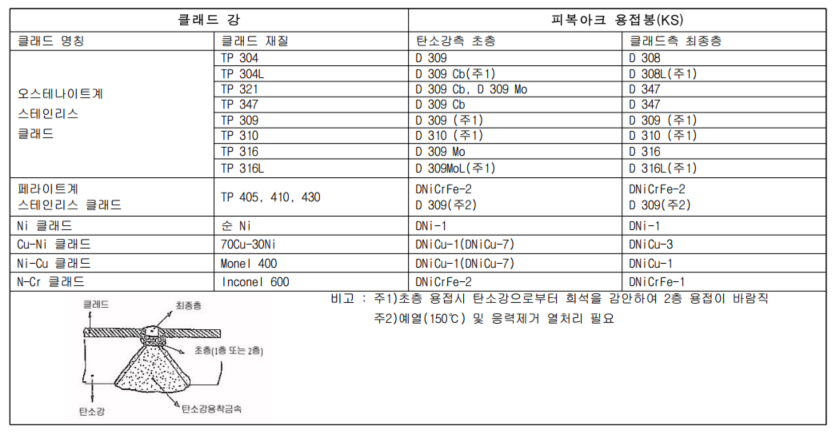
(가) 덧살붙임 용접(Clad용접, Overlay용접, Lining용접)시 사용되는 피복아크 용접봉의 대표적 선정기준은 별표 4를 참조한다.
(나) 내부식성을 향상시키기 위한 덧살붙임 용접 시에는 탄소강으로부터 용착금속 성분의 희석을 방지하기 위하여 완충층(Buffer Layer)용 용접봉을 사용하고, 최종 층은 클래드 재질과 같은 재질의 용접봉을 선정하는 것을 원칙으로 한다.
7. 용접후 시험
용접봉의 화학적 기계적 성질이 불명확한 용접재료는 KS의 각 용접봉 사양에서 요구하는 전 용착금속 시험과 용접절차 확인시험(Welding procedure qualification test) 및 제품용접시험(Production welding test)을 통하여 용접품질, 용접봉의 작업성 및 용접성을 확인한 후에 사용하여야 한다.
[별표 1] 동종 모재의 피복아크 용접봉 선정
1. 탄소강 및 저합금강의 피복아크 용접봉 선정
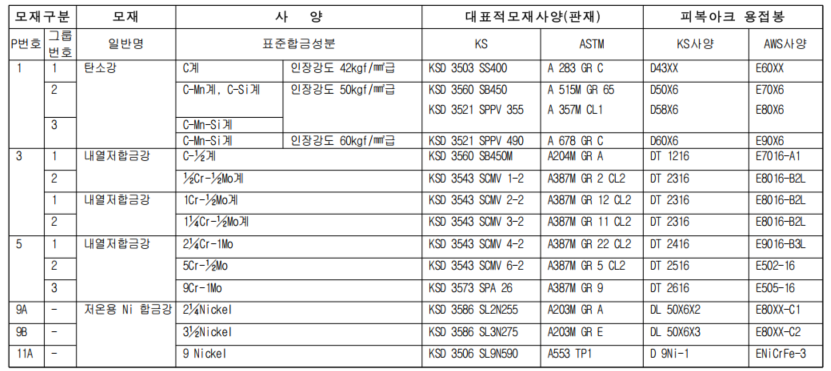
주)EX016-XXL의 L은 C%가 0.05% 이하이어야 함
2. 스테인리스강의 피복아크 용접봉 선정
[별표 2] 동종의 비철금속의 피복아크 용접봉의 선정
[별표 3] 이종의 모재용접의 용접재료 선정
1. 강재의 이종 모재간의 용접재료 선정
2. 니켈 및 니켈 합금의 이종 모재간의 용접재료 선정
[별표 4] 덧살붙임 용접의 용접재료선정
[첨부자료] 설비보수용 용접재료 선정에 관한 기술지침(O-1-2011)
'산업안전' 카테고리의 다른 글
| 배관응력 해석에 관한 기술지침(M-105-2012) (0) | 2022.04.14 |
|---|---|
| 예비위험분석에 관한 지침(X-8-2012) (0) | 2022.04.12 |
| 건설공사 안전관리계획서 제출대상 및 제출주체, 제출시기 등 (0) | 2022.04.05 |
| 기계․ 기구제조업 등의 위험성 평가지침(G-84-2012) (0) | 2022.03.20 |
| 설비배치 계획 및 변경시의 리스크 평가지침(X-60-2013) (0) | 2022.03.17 |



